१. क्रशरमध्ये तीव्र आणि असामान्य कंपनं जाणवतात.
कारण: कंपनाचे सर्वात सामान्य कारण म्हणजे टर्नटेबलमधील असंतुलन, जे हॅमर ब्लेड्सच्या चुकीच्या स्थापनेमुळे आणि मांडणीमुळे होऊ शकते; हॅमर ब्लेड्स खूप झिजलेले असणे आणि वेळेवर न बदललेले असणे; हॅमरचे काही भाग अडकलेले असणे आणि सुटत नसणे; रोटरच्या इतर भागांचे नुकसान झाल्यामुळे वजनात असंतुलन निर्माण होते. कंपनास कारणीभूत असलेल्या इतर समस्यांमध्ये यांचा समावेश आहे: प्लेमुळे स्पिंडलचा आकार बदलणे; बेअरिंगची जास्त झीज झाल्यामुळे नुकसान होऊ शकते; फाउंडेशन बोल्ट्स सैल असणे; हॅमरचा वेग खूप जास्त असणे.
उपाय: हॅमर ब्लेड्स योग्य क्रमाने पुन्हा बसवा; हॅमर ब्लेड बदलताना त्याच्या वजनातील फरक ५ ग्रॅमपेक्षा जास्त होणार नाही याची खात्री करा; वीजपुरवठा बंद करून तपासणी करा, अडकलेला भाग सामान्यपणे फिरेल यासाठी हॅमरला हाताळा; टर्नटेबलचे खराब झालेले भाग बदला आणि ते संतुलित करा; स्पिंडल सरळ करा किंवा बदला; बेअरिंग्ज बदला; फाउंडेशन बोल्ट घट्ट बसवा; फिरण्याचा वेग कमी करा.
२. क्रशर चालू असताना विचित्र आवाज करतो.
कारण: धातू आणि दगड यांसारख्या कठीण वस्तू क्रशिंग चेंबरमध्ये शिरणे; मशीनच्या आत सुटे झालेले किंवा निखळलेले भाग असणे; हॅमर तुटून खाली पडणे; हॅमर आणि चाळणीमधील अंतर खूप कमी असणे.
उपाय: तपासणीसाठी मशीन थांबवा. भाग घट्ट करा किंवा बदला; क्रशिंग चेंबरमधून कठीण वस्तू काढा; तुटलेला हॅमरचा तुकडा बदला; हॅमर आणि चाळणीमधील अंतर समायोजित करा. सर्वसाधारण धान्यांसाठी योग्य अंतर ४-८ मिमी, आणि पेंढ्यासाठी १०-१४ मिमी असते.
३. बेअरिंग जास्त गरम झाले आहे आणि क्रशिंग मशीनच्या केसिंगचे तापमान खूप जास्त आहे.
कारण: बेअरिंग खराब होणे किंवा वंगण तेलाचा अभाव; बेल्ट खूप घट्ट असणे; जास्त प्रमाणात फीडिंग आणि दीर्घकाळ ओव्हरलोड काम.
उपाय: बेअरिंग बदला; वंगण तेल घाला; बेल्टची घट्टपणा समायोजित करा (ट्रान्समिशन बेल्टच्या मध्यभागी हाताने दाबून 18-25 मिमी कमानीची उंची तयार करा); फीडिंगचे प्रमाण कमी करा.
४. फीड इनलेटवर उलटी हवा
कारण: पंखा आणि वाहक पाईपलाईनमध्ये अडथळा; चाळणीच्या छिद्रांमध्ये अडथळा; पावडरची पिशवी खूप भरलेली किंवा खूप लहान असणे.
उपाय: पंखा जास्त झिजला आहे का ते तपासा; चाळणीची छिद्रे स्वच्छ करा; पावडर गोळा करणारी पिशवी वेळेवर रिकामी करा किंवा बदला.
५. डिस्चार्जचा वेग लक्षणीयरीत्या कमी झाला आहे.
कारण: हॅमर ब्लेडची जास्त झीज झाली आहे; क्रशरवर जास्त भार पडल्याने बेल्ट घसरतो आणि परिणामी रोटरचा वेग कमी होतो; चाळणीची छिद्रे बंद झाली आहेत; हॅमर आणि चाळणीमधील अंतर खूप जास्त आहे; असमान फीडिंग; अपुरा आधारभूत जोर.
उपाय: हॅमर ब्लेड बदला किंवा दुसऱ्या कोपऱ्यात लावा; भार कमी करा आणि बेल्टचा ताण समायोजित करा; चाळणीची छिद्रे स्वच्छ करा; हॅमर आणि चाळणीमधील अंतर योग्यरित्या कमी करा; एकसमान फीडिंग; उच्च-शक्तीची मोटर बदला.
६. तयार झालेला पदार्थ खूपच खडबडीत आहे.
कारण: चाळणीची छिद्रे खूप झिजलेली किंवा खराब झालेली आहेत; जाळीची छिद्रे चाळणीच्या धारकाला घट्ट जोडलेली नाहीत.
उपाय: चाळणीची जाळी बदला; चाळणीची छिद्रे आणि चाळणी धारक यांच्यातील अंतर समायोजित करा जेणेकरून ते घट्ट बसेल.
७. बेल्ट जास्त गरम होणे
कारण: बेल्ट अयोग्यरित्या घट्ट केलेला असणे.
उपाय: बेल्टची घट्टपणा समायोजित करा.
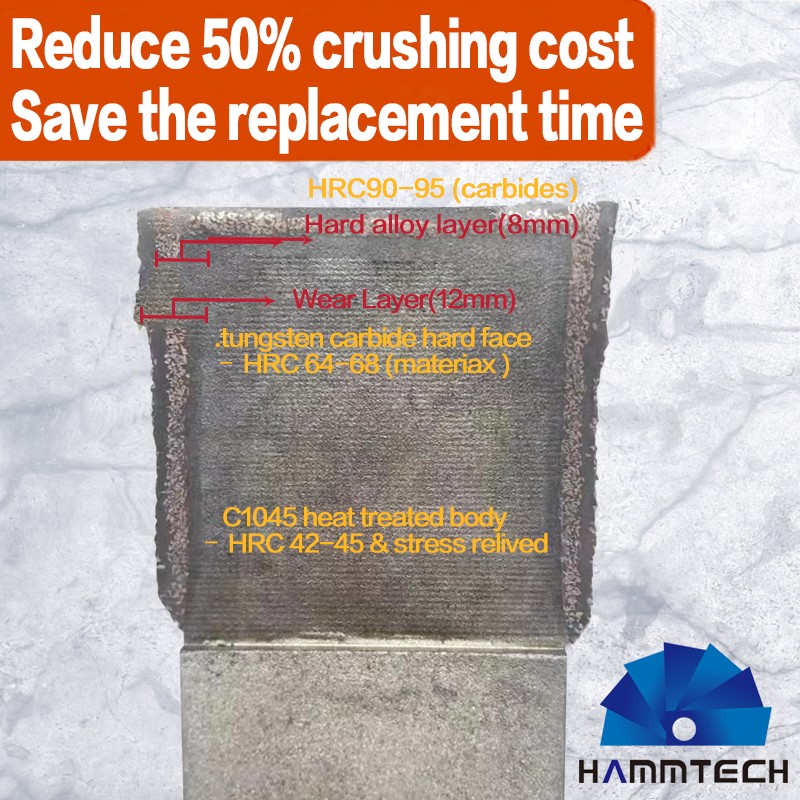
८. हातोड्याच्या पात्याचे सेवा आयुष्य कमी होते.
कारण: पदार्थातील अतिरिक्त आर्द्रतेमुळे त्याची ताकद आणि कणखरपणा वाढतो, ज्यामुळे तो बारीक करणे अधिक कठीण होते; पदार्थ स्वच्छ नसून त्यात कठीण वस्तू मिसळलेल्या असतात; हातोडा आणि चाळणी यांमधील अंतर खूप कमी असते; हातोड्याच्या पात्याची गुणवत्ता खूपच निकृष्ट असते.
उपाय: पदार्थातील आर्द्रतेचे प्रमाण ५% पेक्षा जास्त होणार नाही याची काळजी घ्या; पदार्थांमधील अशुद्धीचे प्रमाण शक्य तितके कमी करा; हातोडा आणि चाळणी यांमधील अंतर योग्यरित्या समायोजित करा; नाईच्या तीन उच्च मिश्रधातूच्या हातोड्यांसारख्या उच्च-गुणवत्तेच्या आणि लवकर न झिजणाऱ्या हातोड्यांचा वापर करा.
पोस्ट करण्याची वेळ: २८ फेब्रुवारी २०२५